![]()
![]()
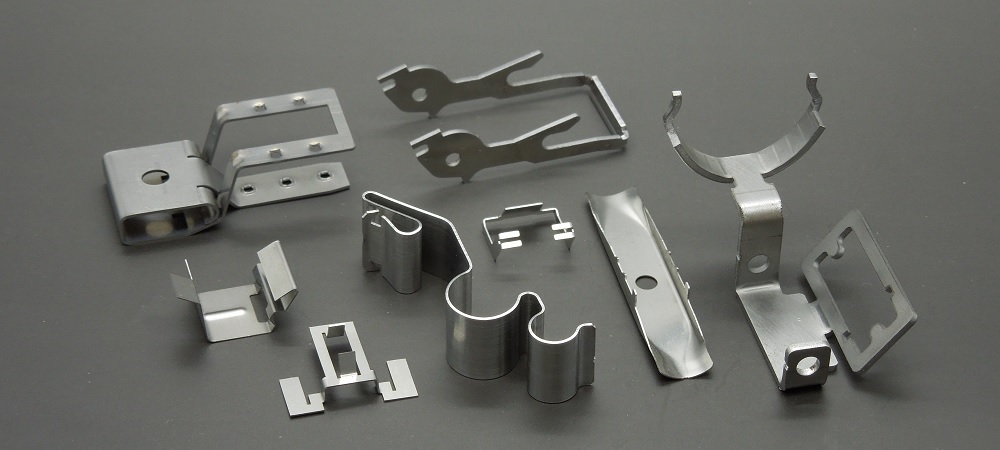
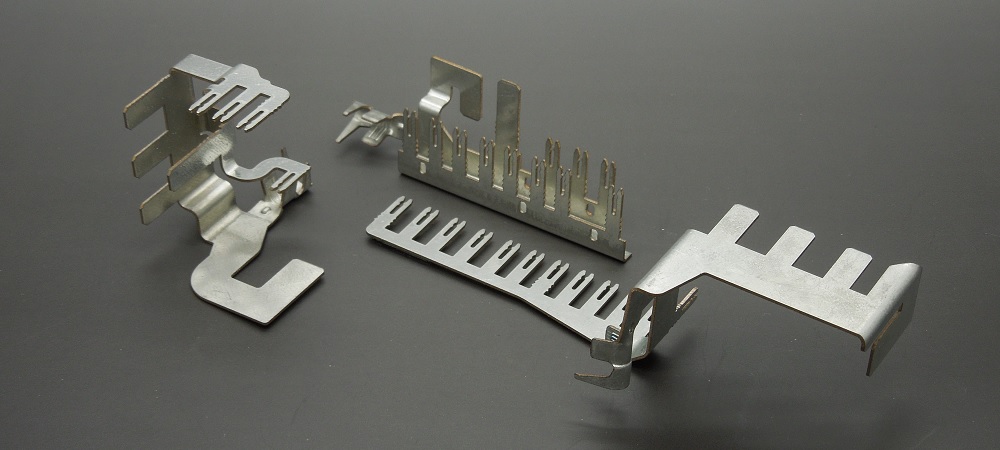



Beide Teile werden aufgrund des Werkzeugkonzeptes als Schüttgut in Förderer bereitgestellt und mittels Roboter positioniert und verschweißt mittels Laser (Laserschweißtechnik).
Die stoffschlüssige Verbindung garantiert minimale Übergangswiderstände sowie gleichbleibende Qualität über die gesamte Lebensdauer.

Der Mangel an Fachkräfte und die steigenden Stückzahlen in der Prototypenphase haben uns veranlasst, eine Maschine für Endlosband und/ oder Streifenabschnitte zu konzipieren und zu bauen.
Jetzt sind wir auch in der Lage Kleinserien zuverlässig für unsere Kunden herzustellen.
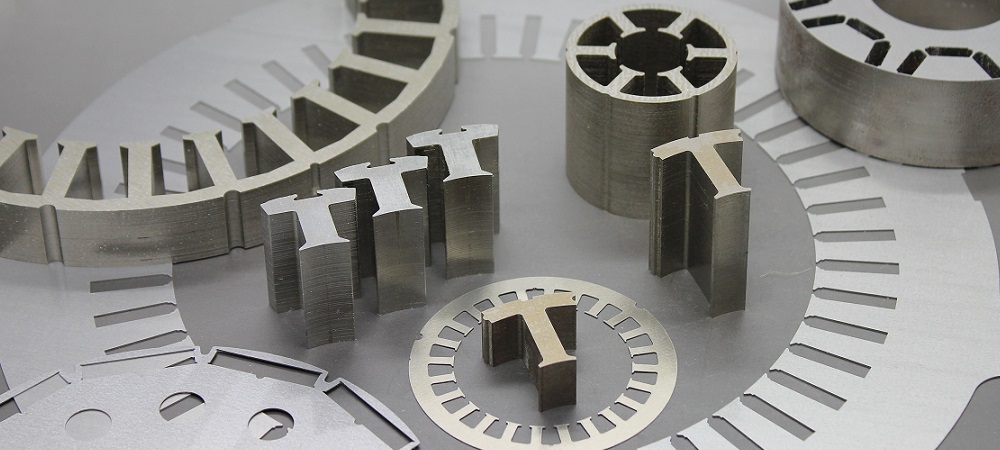
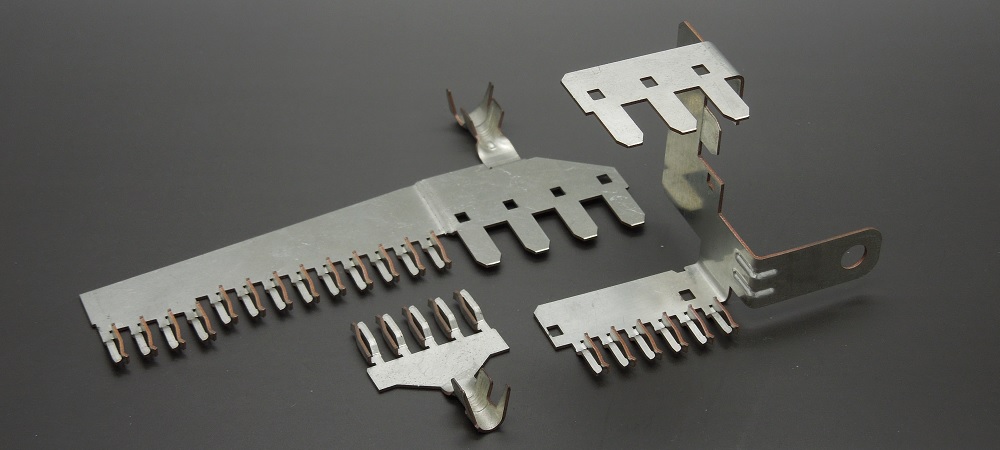
Lasergeschnitten für flexible Kundenanforderungen in der Schnittgeometrie, Stanz-Biegetechnik wie im Serienprozess.
Darüber hinaus: Alles selbstverständlich vermessen auf unserer KEYENCE IM 6125 inkl. statistischer Auswertung.
Typische Stückzahlen 5.000 bis 500.000 Teile/ Satz pro Jahr.

zunehmende Qualitätsanforderungen in der Laserschweißtechnik haben uns veranlasst, eine eigene CNC-Laserschweißmaschine zu entwickeln.
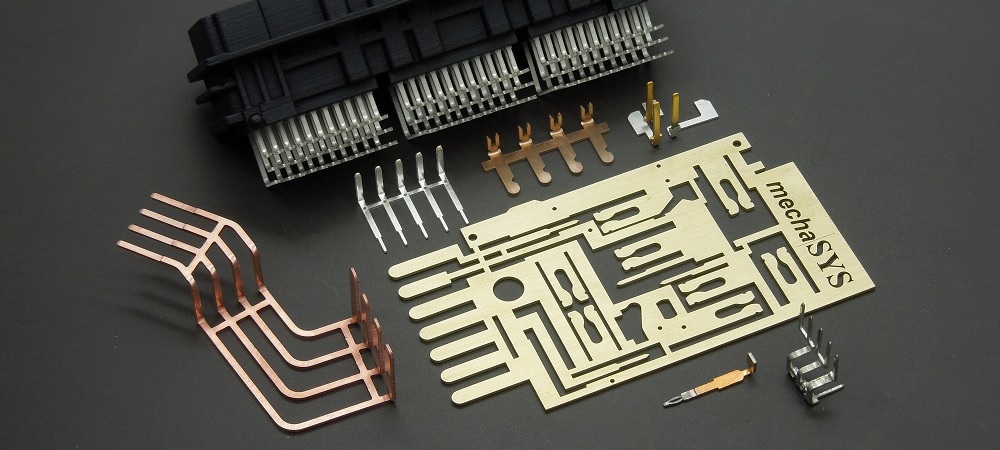
Nachfolgend: Laserschweißprozess von Leiterplatten-Einpresstechnik für kundenspezifische Abstände.
Ihr Vorteil: keine aufwendige Umbaukosten für hochpräzise Stanz-Werkzeuge erforderlich.
Links: Einschweißung samt Video. Rechts: CNC-Maschine mit XY-Tisch:
")

B-Muster:
Steckermodul mit Einpresstechnik (Motorraumanwendung):
Vom Prototyp (F-Muster) zum C-Muster:
")
 Detail 2")
Vorschubanpassung von Vorstanzband für Einpresszone EloPin; Ausgangsvorschub 5,08mm Zielvorschub 4,0mm
Krypton-Fluorid-Excimer-Laser (Wellenlänge 248nm), elektronisch angeregt;
Bilderfolge: Urzustand, Reinigung nach 500 und 980 Pulse,
Bearbeitungszeit ca. 2,8 sec.
Auslegung Feder-Prüfnormal entsprechend Kennlinie sowie Projektbegleitung bis Serienstart


Produktivitätssteigerung/ Reduktion von Anlagenstörungen bis hin zum Run@Rate:

Anforderung an Schweißnaht:
keine Sichtbarkeit der Laserschweißung auf Bauteilrückseite
Schweißpartner jeweils 1.4301 t=0,3mm

mechaSYS GmbH • Christinstraße 18 • 75177 Pforzheim • Deutschland