


Electrical Sheets: Rotor- und Stator-Sheets by Full Service
With our complete service for stator and rotor sheet metal, we manufacture for our customers from laser cutting or stamped sheets to finished laminated cores baked, laser welded or stamped packets their engine components.
Our technology can be found in a wide variety of industries and areas of application such as e-mobility, power tools and machines with non-grain-oriented sheets as well as inductivities for coil formers and magnetic switches or transformers here then also in grain-oriented sheet metal grades.
Despite the non-existing grain orientation of commercially available electrical sheets for rotors and stators, we can rotate individual sheets in the structure and eliminate possible rolling orientation of the individual layers.
Due to our extremely thin cutting gap of just 0.07mm - as much as diameter of a human hair - we are able to produce the smallest contours.
The extreme power density at a max. Laser power of 1000 watt enables electrical sheets based on baked varnish systems with the lowest possible edge zone melting - burr-free. Magnetic pockets close to the edge with a web width of 0.35mm with a sheet thickness of 0.50mm are possible. Everything 100% “Made in Germany” in packaged quality - usually tolerance class T7.
Usual delivery times are approximately 1 week for pure cutted parts, 3 weeks if a baking or welding device is required.
Should our extensive material store in non-grain-oriented electrical steel not meet your needs, we are in contact with all well-known electrical steel manufacturers (such as Cogent, Tata, ThyssenKrupp, VoestAlpine, CD.Wälzholz, ...) and can get it in short term if necessary.
All out of one Hand:
Electrical Sheet metal on stock, laser-cutting, stacking of baked lacquer sheet or welding - FINISH.
Your Advantage:
one partner for your prototype of electro sheet application in rotor- and stator-sheets, additional time for planing and set-up of your serial production.
Process-Steps:
- data preparation and set-up of jigs,
- laser cutting from electrical steel sheet that is in stock or provided by the customer (ideally in sheets, maximum half/ divided middle format 1,250 x 1,250mm),
- alternatively: punched for the production of single teeth in complete cut,
- measuring und approval of the first piece,
- production with measurement accompanying production,
- packing and connection technology (laser welding or using baking varnish for oven od inductive) of electrical sheet assemblies (rotors, stators or individual teeth),
- checking the package height,
- final product.
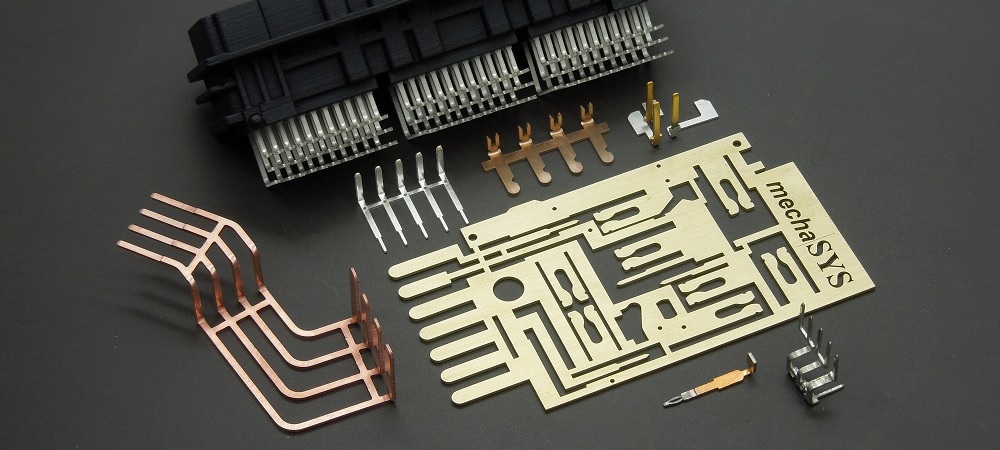
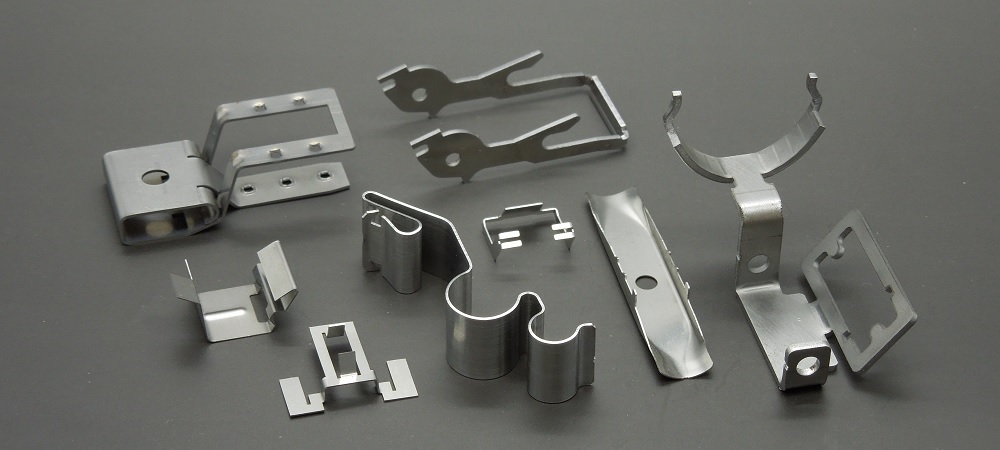
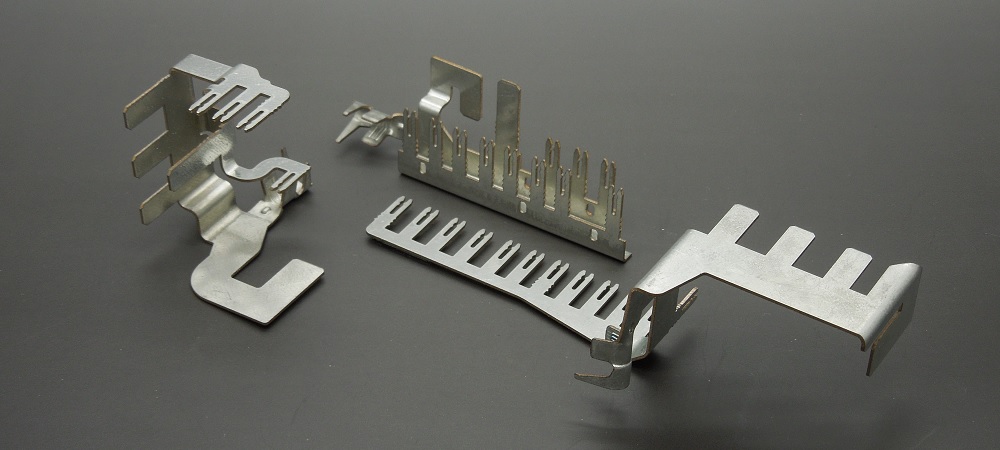
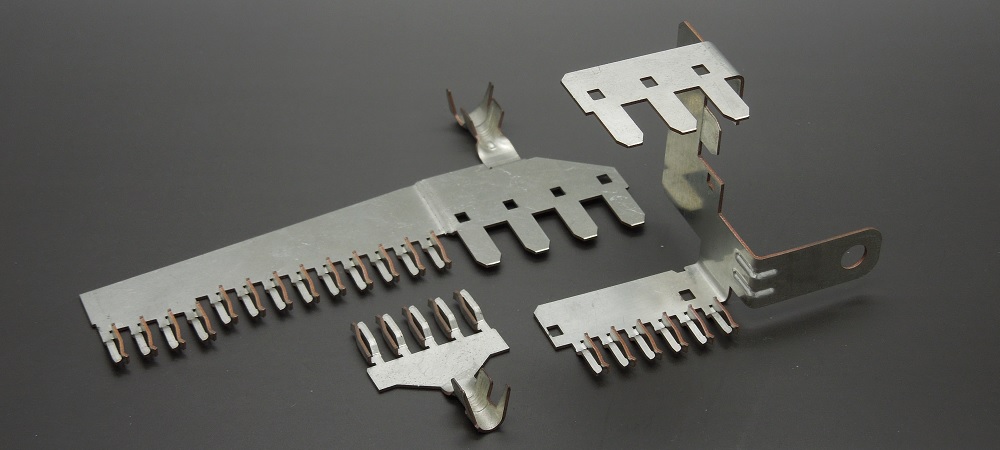
Following Examples
realised parts:

Stock Material (selection, not complete):
M250-35 C5,
M270-35 Backlack,
M330-35, M330-50 Backlack,
M400-50A C5,
M400-50 Backlack,
M700-100 Backlack,
M800-65A,
NO20-15 Backlack,
NO20-15 C5,
NO30-1500A Suralac7000, ...
New Development in mid-range qauntities up to mass production:
In addition to the usual sample numbers of a few to perhaps 100 rotors or stators, it has been possible to reproduce series of several 1,000 pieces with manageable tool costs. On the one hand, the flexibility of laser technology can be used or completely punched sheets can be processed. As far as connection technology is concerned, you as the customer have a free choice: Baked varnish in series or a familiar interlock system - depending on the individual application and the maximum permitted eddy current losses.
The main advantage: this technology allows rotors to be built up relatively easily in addition to common prototype structures.
Regardless of whether every or every nth new sheet of sheet metal is to be rotated by full tooth segments relative to one another or rotors are only to be turned on - the subject of minimizing cogging by means of twist. Can be implemented with this technology.
In other words: There is almost no limit to the imagination of the developers!
Advantage:
- high flexibility of production with medium lot sizes and high product variance
- high process reliability due to the decoupling of the gluing process from the press in a separate module,
- reduction of the downtimes of the producing press, thus higher output and thus ultimately lower unit costs,
- packages true to size like from a progressive tool,
- rotated packages can be produced fully automatically,
- system can be converted to punch packaging,
- easy tool change,
- manufacture of rotor from stator can be implemented.

Selection guide for your rotors or stators:
The following is a comparison of individual structures for optimal comparability of samples to series:
| advantage | disadvantage | |
|
"Backlack" glueing |
|
|
|
"Backlack" and interlocks |
|
|
|
Interlock punched |
|
|
|
Laser Welding/ WIG-Welding |
|
|
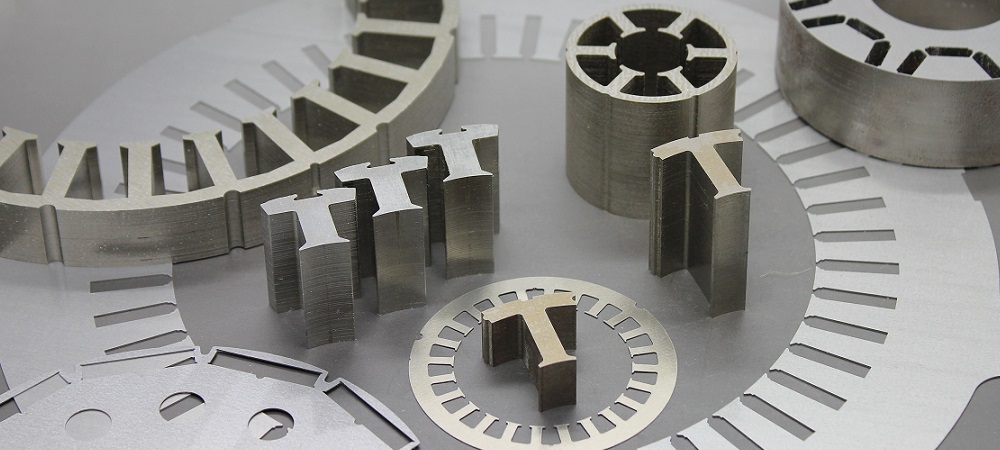
Possibilities of Stator Assemblies:

top left: complete Stator | top middle: I-Segment | top right: T-Segment
bottom left: Pol Star | bottom middle: Pol Shell | bottom right: Pol Chain
